Introduction
The modern industrial landscape is undergoing a transformation driven by automation. As discussed in our previous article, there are various advanced automation processes that benefit industrial operations.
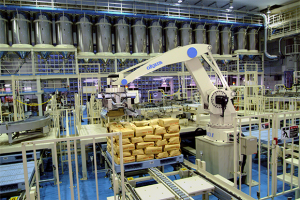
Another area experiencing this change significantly is palletizing, the process of stacking boxes, bags, or other products onto pallets for shipment or storage. Robotic palletizing systems are tireless and precise industrial robots that are taking over this repetitive yet crucial task. These automated solutions offer a multitude of benefits, boosting efficiency, safety, and productivity across various industries.
Benefits of Using Robotic Palletizing Systems
The advantages of implementing robotic palletizers are numerous and compelling:
Increased Efficiency and Throughput: Unlike human workers, robots don’t get tired. They can operate continuously, significantly improving production speed and overall output. This translates to faster shipment turnaround times and a higher volume of goods handled.
Enhanced Safety: Manual palletizing often involves heavy lifting and repetitive motions, leading to potential workplace injuries. By replacing human labour with robots, these risks are significantly reduced.
Improved Accuracy and Consistency: Robotic palletizers excel at precise and consistent execution. They can follow pre-programmed patterns with pinpoint accuracy, ensuring stable and secure stacks, minimising product damage.
Reduced Labour Costs: While an initial investment is required, robotic palletizers can offer long-term cost savings for the production line. The efficiency gains and reduced need for manual labour translate to a lower overall operating cost.
Greater Flexibility and Scalability: Robotic palletizing systems are highly adaptable. Their robotic arms can be programmed to handle a wide variety of product sizes, shapes, and weights. Additionally, they can be easily scaled up or down to meet changing production demands.

Applications of Robot Palletizing Systems
The versatility of robotic palletizers makes them a valuable asset across a wide range of industries:
- Food and Beverage: From stacking cans and bottles to palletizing bags of flour or sugar, robotic systems ensure efficient and hygienic handling of food and beverage products.
- Consumer Goods: Robotic palletizers can handle a vast array of consumer goods, from electronics and toys to clothing and household items.
- Pharmaceutical: Maintaining product integrity is paramount in the pharmaceutical industry. Robotic palletizers ensure precise and sterile handling of medications and medical supplies.
- Chemical and Plastic: Robotic systems can safely and efficiently handle heavy bags or containers of chemicals and plastics.
- Logistics: In warehouses and distribution centres, robotic palletizers play a crucial role in streamlining product movement and order fulfilment.
- Automotive: From car parts to tires, robotic palletizers contribute to efficient handling of automotive components within the manufacturing and supply chain.
- E-commerce: The surge in online shopping demands efficient and fast order fulfilment. Robotic palletizers can significantly accelerate picking, packing, and shipping processes.
- Metal and Machinery: Robotic systems offer a safe and powerful solution for palletizing heavy or bulky metal parts and machinery.
- Warehousing and Distribution: Robotic palletizers optimise space utilisation within warehouses and distribution centres, allowing for more efficient storage and retrieval of goods.
- Cosmetics: Robotic systems can handle delicate cosmetic products with precision, ensuring they reach their destination in perfect condition.
- Furniture: Robotic palletizers can safely manoeuvre and stack bulky furniture pieces, improving safety and efficiency in furniture manufacturing and warehousing.

Machine Vision
One of the most exciting advancements in robotic palletizing is the integration of machine vision technology. These systems act as the robot’s “eyes,” providing crucial visual data for complex tasks. Machine vision cameras capture images of the work environment, which are then processed by powerful software to identify objects, determine their position and orientation, and guide the robot’s movements.
This technology unlocks a new level of versatility for robotic palletizing. For instance, robots equipped with machine vision can handle random palletizing applications. Previously, robots relied on pre-programmed routines for specific product arrangements. Machine vision allows them to “see” and adapt to a variety of product configurations on the fly, making them ideal for dynamic environments with ever-changing product mixes. Similarly, machine vision empowers robots for depalletizing tasks. By identifying and locating individual items on a pallet, robots can efficiently unload and sort goods, further streamlining the automation of warehouse and distribution centre operations.
Industrial Internet of Things (IoT)
The Industrial Internet of Things (IoT) is another technology playing a crucial role in enhancing robotic palletizing systems. Sensors embedded within the robots and their surrounding environment continuously collect real-time data. This data can include information on the robot’s performance, temperature, vibration levels, and even potential wear and tear on components.
By analysing this data through cloud-based platforms, businesses gain valuable insights into the health and performance of their robotic palletizers. This allows for proactive maintenance, identifying potential issues before they escalate into major breakdowns. Predictive maintenance based on IoT data minimises downtime, ensuring robots operate at peak efficiency and maximising their lifespan. Additionally, the data collected can be used to optimise robot programming and further refine palletizing patterns, leading to even greater efficiency gains.

Conclusion
Robotic palletizing systems are revolutionising the way industries handle product movement and storage. Their ability to boost efficiency, enhance safety, and improve consistency makes them a powerful tool for businesses of all sizes. As technology advances, we can expect even greater integration of artificial intelligence and machine learning into robotic palletizing systems, leading to further optimization and adaptability in the future of automation.